脉冲增量式编码器:工业精密控制的“隐形指挥官”
在数控机床的丝杆上,在机器人的关节处,在电梯的曳引机旁,总能看到一个直径不过50毫米的金属圆盘——它没有伺服电机的轰鸣,没有减速器的厚重,却以每秒上千次的脉冲信号,指挥着整个工业系统的精准运行。这就是脉冲增量式编码器,工业自动化领域最基础的“时空刻度尺”。
一、从机械刻线到光电脉冲:工业测量的革命性突破
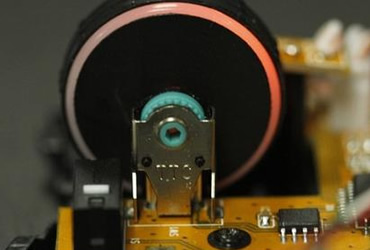
1952年,德国海德汉公司研制出首台光电式编码器,用玻璃码盘上的刻线替代了传统的机械齿轮计数。这一突破让工业测量从“估算”迈向“精确”——当码盘随电机轴旋转时,光源透过码盘上的透光区与遮光区,在光电检测器件上形成周期性变化的电信号。每转过一个刻线,就产生一个脉冲,计数器累计的脉冲数直接对应转角位移。
以某品牌数控机床为例,其采用的2000线增量式编码器,每转输出2000个脉冲,配合四倍频技术后,分辨率可达8000脉冲/转。这意味着电机每旋转0.045°(360°/8000),控制系统就能捕捉到一次位置变化。这种精度,让机床加工的零件误差控制在±0.001mm以内,相当于头发丝的1/80。
二、正交脉冲与Z相:破解旋转方向的“密码本”
增量式编码器的核心优势,在于其独特的信号输出机制。通过在码盘上设置两组相位差90°的透光区(A相、B相),编码器能输出两路正交脉冲信号:当电机正转时,A相脉冲超前B相90°;反转时,B相超前A相90°。这种相位差设计,让控制系统仅需比较两路信号的边沿顺序,即可判断旋转方向。
更精妙的是Z相零位脉冲的设计。在码盘的最外圈,仅设置一个透光狭缝,每旋转一圈输出一个脉冲。这个“机械原点”信号,如同给编码器安装了“复位按钮”——当设备断电重启后,控制系统通过寻找Z相脉冲,就能重新校准位置基准,避免累计误差导致的定位偏差。某汽车生产线上的焊接机器人,正是依靠Z相脉冲,在每日8小时的高强度作业中,始终保持焊接点位误差不超过0.02mm。

三、从工厂到生活:增量式编码器的“隐形扩张”
在传统工业领域,增量式编码器早已成为“标配”:
- 数控机床:通过编码器反馈的脉冲信号,实现进给轴的闭环控制,确保刀具路径与程序指令完全一致。
- 机器人:在关节处安装编码器,实时监测各轴角度,配合运动学算法,让机械臂完成毫米级精度的抓取动作。
- 电梯:编码器测量曳引机转速,配合变频器实现平层控制,确保电梯停靠时轿厢地板与楼层地面高度差不超过±5mm。
而近年来,增量式编码器的应用边界正在不断拓展:
- 智能家居:洗烘一体机的滚筒电机中,编码器监测转速变化,配合模糊控制算法,实现衣物防缠绕与均匀烘干。
- 新能源汽车:方向盘角度传感器采用增量式编码器,将转向指令转化为电信号,助力线控转向系统实现0.1°的转向精度。
- 医疗设备:CT扫描仪的旋转架上,编码器记录X射线管的旋转角度,确保扫描图像的层厚均匀性达到0.5mm以内。
四、技术进化:从“计数工具”到“智能感知节点”
面对工业4.0的浪潮,增量式编码器正在经历新一轮技术升级:
- 抗干扰设计:采用差分信号传输技术(如RS422协议),使编码器在100米布线距离下仍能保持信号稳定,抗电磁干扰能力提升300%。
- 环境适应性:通过IP67防护认证的编码器,可在-35℃至80℃的极端温度下正常工作,甚至能承受短时浸水(1米水深,30分钟)。
- 智能诊断:部分新型编码器集成振动传感器与温度监测模块,通过无线传输将设备健康数据上传云端,实现预测性维护。某钢铁企业的轧机编码器,通过实时监测振动频谱,提前15天预警轴承磨损,避免非计划停机损失超200万元。
五、选择增量式编码器的三大黄金法则
面对市场上琳琅满目的编码器产品,如何选择最适合的型号?行业专家总结出三大关键指标:
- 分辨率:根据应用场景确定所需脉冲数。数控机床建议选择≥1000PPR(每转脉冲数),而电梯、风机等低精度场景,500PPR即可满足需求。
- 输出信号:短距离传输(<10米)可选TTL电平,工业环境长距离传输(>50米)建议采用HTL电平或差分信号(如EnDat协议)。
- 防护等级:普通工厂环境选择IP54防护,潮湿、多尘或户外场景需选用IP67防护等级产品。
从1952年的首台光电编码器,到如今集成智能诊断功能的第五代产品,增量式编码器用70年的技术沉淀,证明了“简单即可靠”的工业哲学。当我们在车间听到设备启动时那声清脆的“归零脉冲”,实则是整个制造体系对精准的永恒承诺——而这承诺的背后,正是这个直径不过50毫米的金属圆盘,在默默书写着工业控制的“脉冲史诗”。
标签:


{kind=link}
热门推荐


© 2009-2022 上海锝秉工控设备有限公司 版权所有 沪ICP备09093525号-5 
 沪公网安备 31011402006992号
沪公网安备 31011402006992号